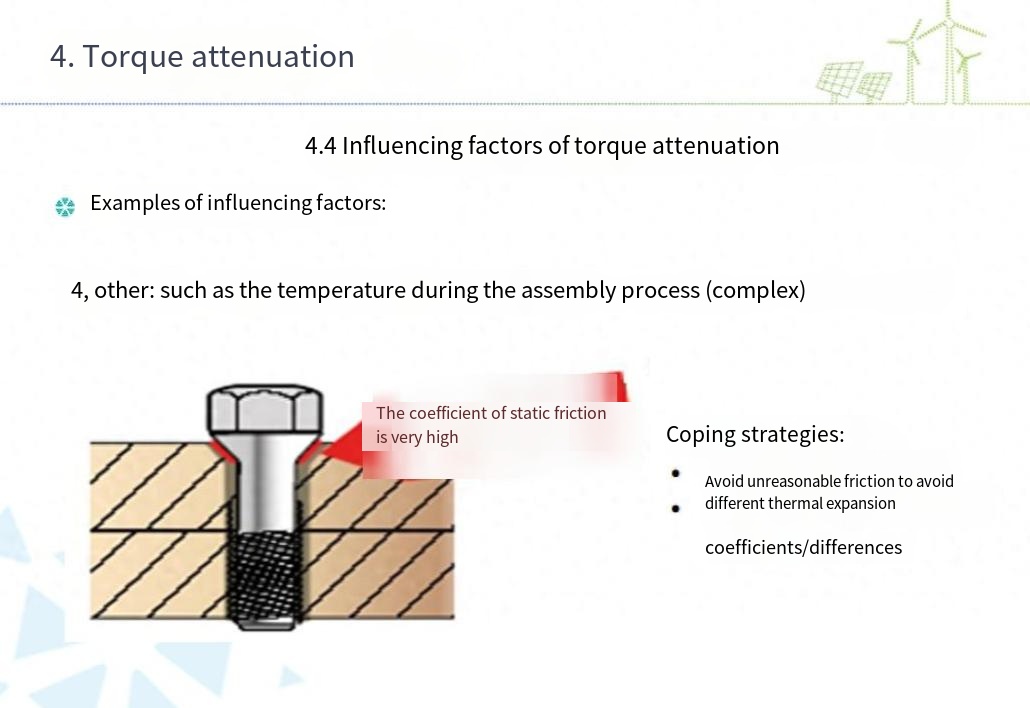

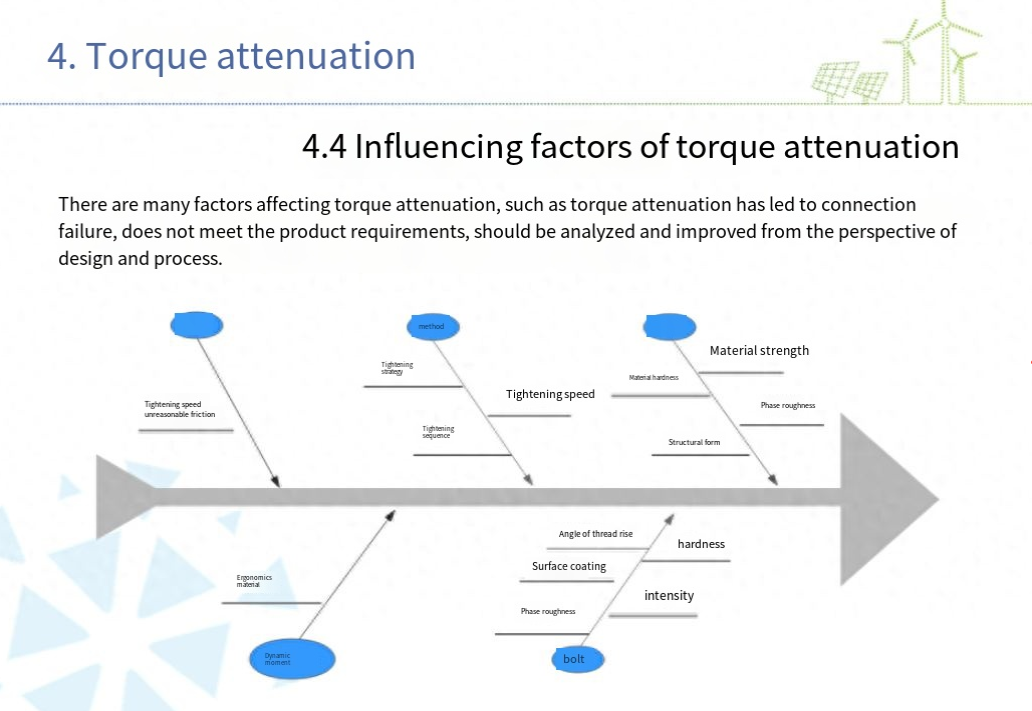
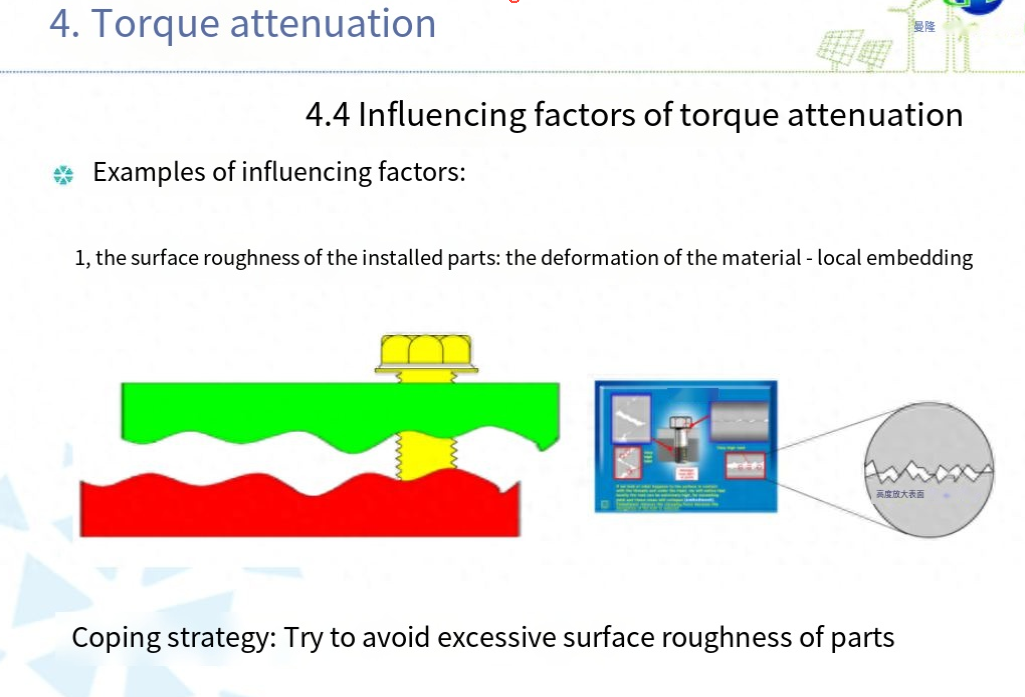
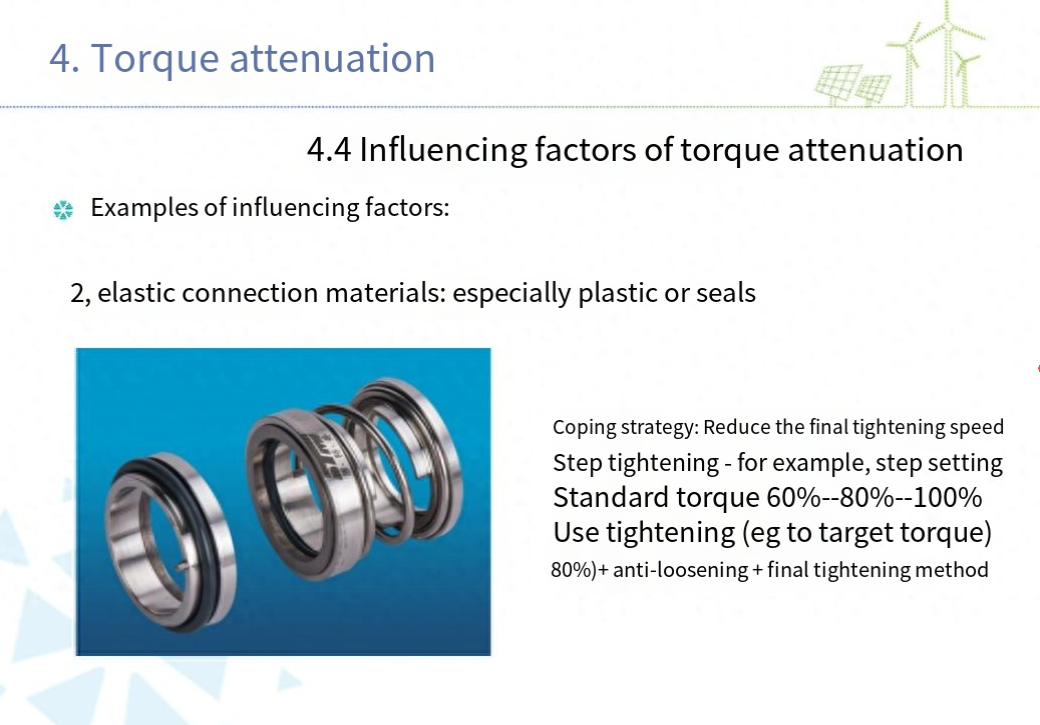
トルク減衰に影響を与える要因は数多くあり、さまざまな形式のトルク減衰改善策は同じではありません。上記の内容を包括的に、プロセスおよび設計の観点から、一般的なトルク減衰の改善策を次のように要約します。対策は以下の内容に限定されるものではありません。 設計角度:1.表面粗さ:表面粗さが小さいほど材料の表面が滑らかになり、締付け後のトルクの減衰が小さくなります。材料硬度:材料の硬度を向上させると、材料表面が互いに埋め込まれにくくなり、トルクの減衰が小さくなります。伸縮性のある素材:プラスチックやゴムなどはできるだけ使用しないでください。必要に応じて、減衰後のクランプ力が製品要件を確実に満たすように、包括的な締め付け戦略を策定する必要があります。4、ボルトの選択: 粗歯ボルトと比較して細歯ボルトのピッチは小さく、ネジの角度も小さく、使用中には緩みません。緩みやすいため、細歯ボルトを使用すると、粗歯ボルトよりもトルクの減衰が低くなります。
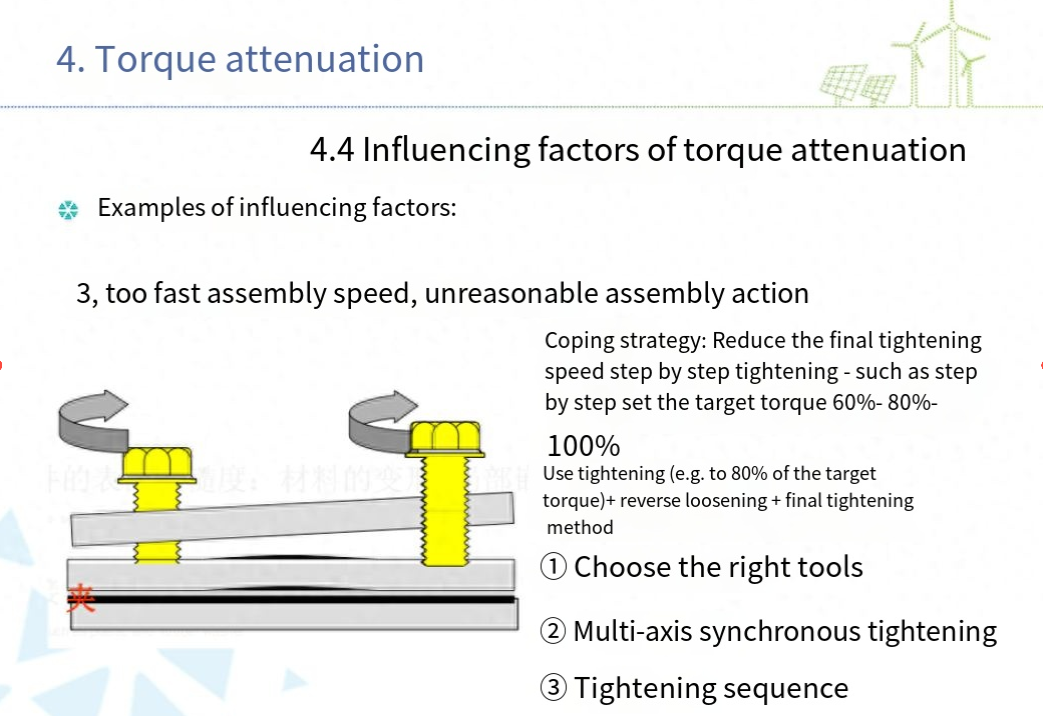
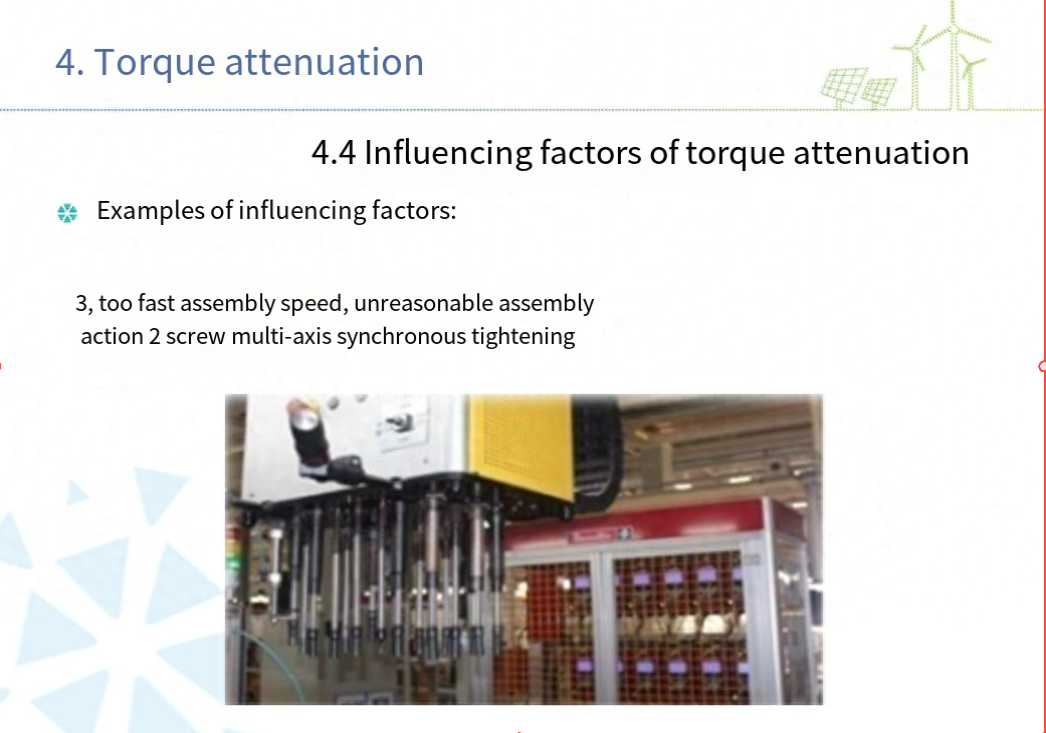
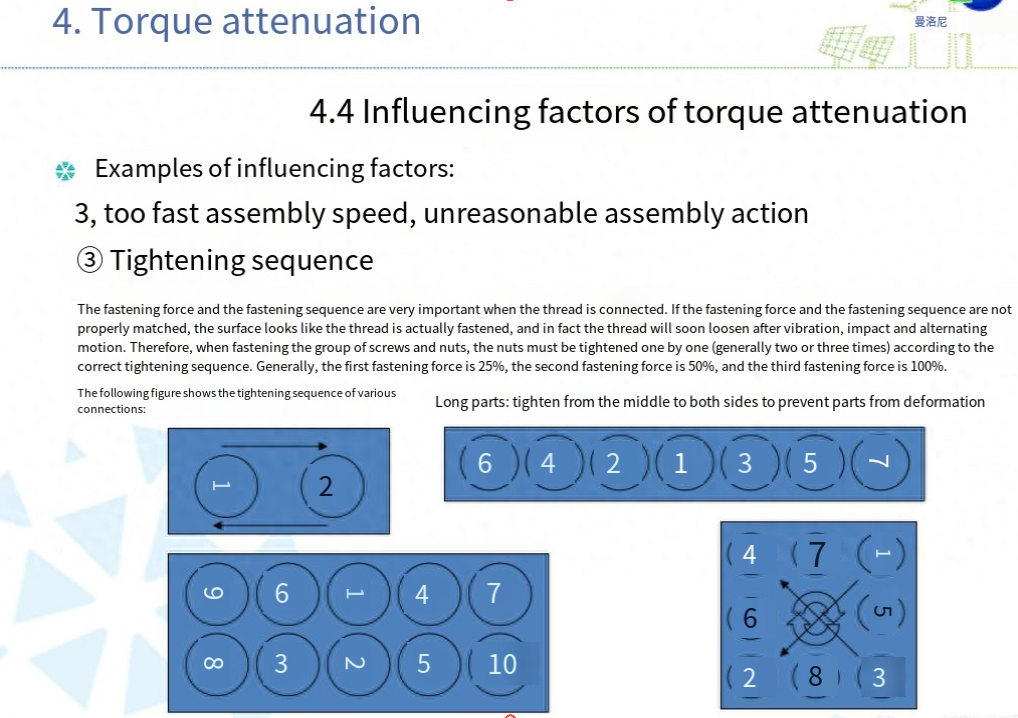
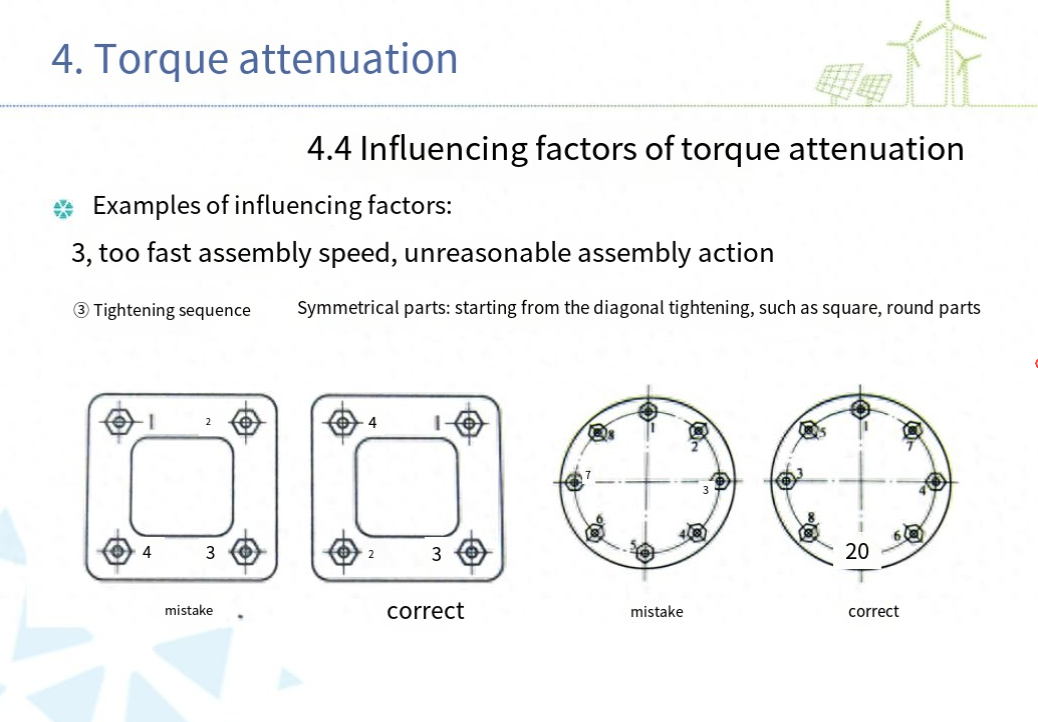
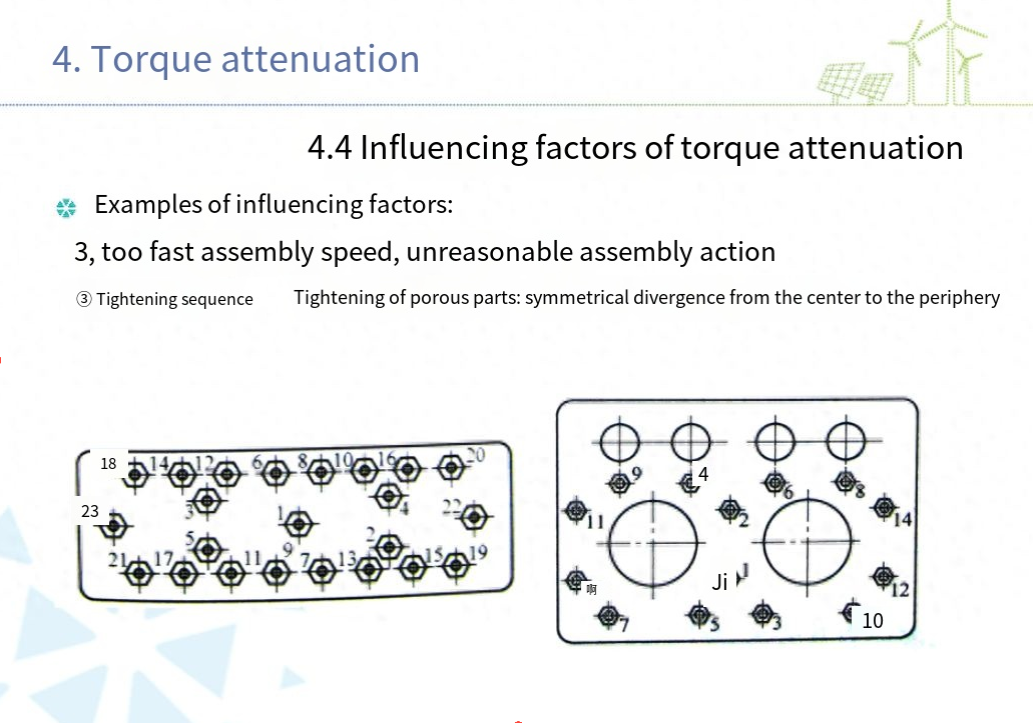
加工角度:1。締め付け戦略: 締め付け戦略 (2 段階締め付けまたは多段階締め付け) を変更し、締め付けプロセスで 50 ミリ秒停止して弾性ひずみを解放し、減衰を低減します。2.締め付け速度:ワークを押し付けると、大きなクランプ力でバリが抜け、「短い」クランプ力は減少し、残留トルクは締め付け速度が速いほど同期して減少し、バリの初期変形が小さくなり、残留トルクが増加します。トルクが低下するため、締め付け速度を下げるとトルクの減衰を軽減できます。締付け順序:単軸締付けを複数軸同時締付けに変更することでトルク減衰を低減できます。または、単軸多段段階で目標トルクまで徐々に締付けることもでき、トルク減衰も低減できます。
投稿時間: 2023 年 9 月 4 日